为了让您更全面地了解我们的【滨州【当地】45号绗磨管调质活塞杆生产厂家多年行业经验】产品,只需花费一分钟时间,您就能发现更多令人心动的细节和优势,为您的购物体验增添更多惊喜。
以下是:【滨州【当地】45号绗磨管调质活塞杆生产厂家多年行业经验】的图文介绍

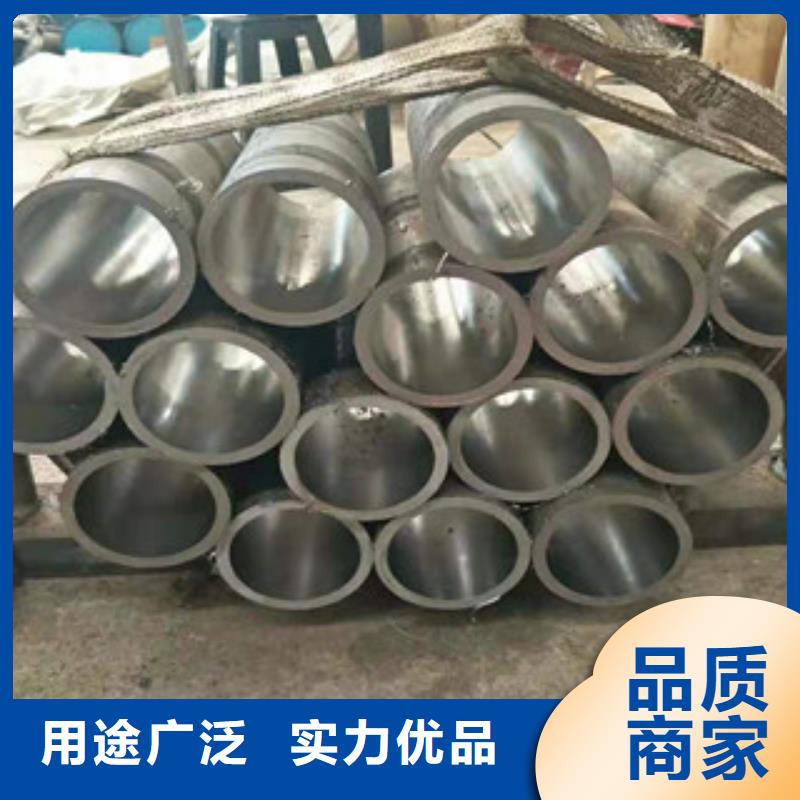
山东顺泽金属就是做 精密绗磨管 无缝钢管。珩磨管的用途还是很多的。由于其精度高,所以主要应用在一些 机密仪器,比较精细的设备,比如汽车输油管,液压油缸。还有一些轴承,机件加工。
1.外径更小。
2.精度高可做小批量生。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
3.冷拔成品精度高,表面质量好。
4.钢管横面积更复杂。
5.钢管性能更优越,金属比较密。
绗磨管管是一种通过冷拔或冷轧工艺生产的高精密度、高光亮度的无缝钢管。其内外径尺寸可精确至0.05mm以内,在保证抗弯、抗扭强度相同时,重量较轻,所以广泛用于制造精密机械零件和工程结构。


一般采用珩磨工艺获得的一种钢管称之为珩磨管。在珩磨管的珩磨加工中,使用珩磨工具是比较普遍的,其中比较常用的一种就是珩磨齿轮。
珩磨齿轮是由基体加上磨料来构成的。使用它进行珩磨,主要是为了清理材料表面的杂质及毛刺等,从而来提高表面光洁度。不过,我们在使用这一种珩磨工具时,也是需要注意以下几点:
1、对于设备的行程应不超过珩磨时的宽度范围,否则的话,那么就有可能会严重损坏珩磨齿轮。
2、在珩磨量的控制上,应将其数值控制在合理的范围内。而且对于珩磨时间的控制,也是同样要求,建议是两分钟左右。
3、珩磨齿轮的材质,由于比较脆,所以是严禁敲打的,以免使其损坏而不能使用了。
关于如何提高珩磨管表面的光洁度这个问题,想要达到目标其实不难,因为可以从珩磨工艺上入手,进而来实现。进一步将,选择适合的珩磨油石,并控制好粗糙度,使其在正常允许范围内,那么就能达到上述要求了。
1、脱落切削阶段,这种定压绗磨,开始时由于孔壁粗糙,油石与孔壁接触面积很小,接触压力大,孔壁的凸出部分很快被磨去。而油石表面因接触压力大,加上切屑对油石粘结剂的磨耗,使磨粒与粘结剂的结合强度下降,因而有的磨粒在切削压力的作用下自行脱落,油石面即露出新磨粒,此即油石自锐。
2、破碎切削阶段,随着绗磨的进行,孔表面越来越光 ,与油石接触面积越来越大,单位面积的接触压力下降,切削效率下降。同时切下的切屑小而细,这些切屑对粘结剂的磨耗也很小。因此,油石磨粒脱落很少,此时磨削不是靠新磨粒,而是由磨粒 切削。因而磨粒 负荷很大,磨粒易破裂、崩碎而形成新的切削刃。
大口径厚壁绗磨管



新策钢管有限公司建立了完善的 滨州液压油缸管厂家、生产研发系统,实现了 滨州液压油缸管厂家、从原材料进厂到销售出厂所有环节的科技化,表单化,数据化管理.制造出让客户满意的 滨州液压油缸管厂家、产品.

珩磨管产品表面经特殊研磨及硬镀铬技术处理,再经镜面抛光处理而成,耐摩擦、抗腐蚀性特性,适用于各种气缸、油缸、活塞杆、包装、纺织、印染机械、压铸机、木工、注塑及其他机械用导杆、顶杆等
活塞杆的材质可分为:轴承钢、45#钢、40Cr、不绣钢几种,产品等级可分为普通杆淬火杆几种。45#钢活塞杆表面经特殊研磨及硬铬电镀技术外理,再经镜面抛光而成,耐磨擦、抗腐蚀性特性,适用于各种气缸、油缸、活塞杆、包装、木工、纺织、印染机械、压铸机、注塑机、及其它机械用导杆、顶杆等。
绗磨管的加工是采用滚压加工,钢管表面留有的应压力,对于表面小裂纹有很好的封闭作用,能防止表面受到侵蚀。从而提高了表面的抗腐蚀能力,并能减少裂纹的产生和扩大,这样加强了绗磨管的抗压强度。通过滚压成型的绗磨管,能在表面形成一层冷作硬化层,减少磨削副接触表面的弹性和塑性变形,从而提高了耐磨性,避免因磨削产生的烧伤。滚压后的表面粗糙度大大减小,提高了绗磨管的配合性。
所谓滚压加工是一种无切屑加工,在常温下利用金属的塑性变形,使表面的不平整度碾平,从而达到改变表面结构、机械特性、性质和尺寸的最终目的。这种滚压加工技术是磨削无法做到了,同时满足光整加工和强化的要求。
滚压加工的原理是利用金属在常温状态下的冷塑性特点,利用滚压工具对工件施加一定的压力,使工件表层金属产生塑性流动,从而降低工件表面的粗糙程度。由于被滚压的表层金属塑性变形,使表层组织冷硬化和晶粒变细,形成致密的纤维状,提高金属硬度和强度,改善工件表面的耐磨性、耐蚀性和配合性。





 扫一扫
扫一扫